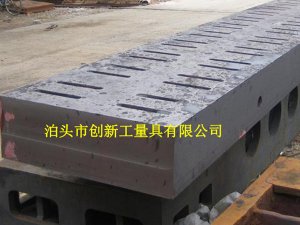
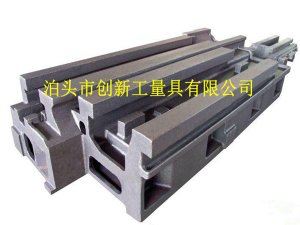
大型机床铸件采用树脂砂,消失模实型铸造,单件达到40吨以上,具有熔点比较低,流动性良好,收缩率小等特点。
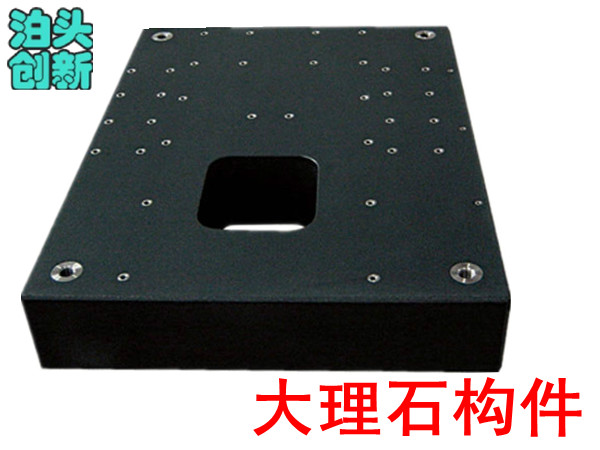
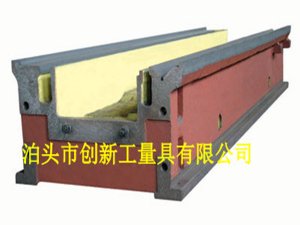
机床铸件的退火处理:铸件经过两次人工时效处理,去除内应力。铸件内部结构稳定,不易变形。
树脂砂铸件具有较高抗变形能力,且易于切削加工,并要求较低的生产成本,如可用冲天炉进行熔炼,采用较少量的合金元素等。
大型铸件是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
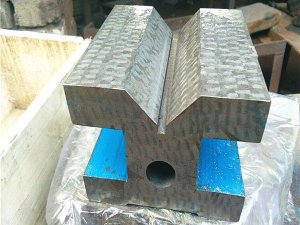
机床床身由于铸铁中石墨有利于润滑及贮油,所以耐磨性好并且由于石墨的存在,灰口铸铁的消震性优于钢。
配重铁是用于增加自身重量来保持平衡的重物,是将喷丸机熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。